| 最小起订 | 100 |
|---|---|
| 质量等级 | 国标 |
| 是否厂家 | 是 |
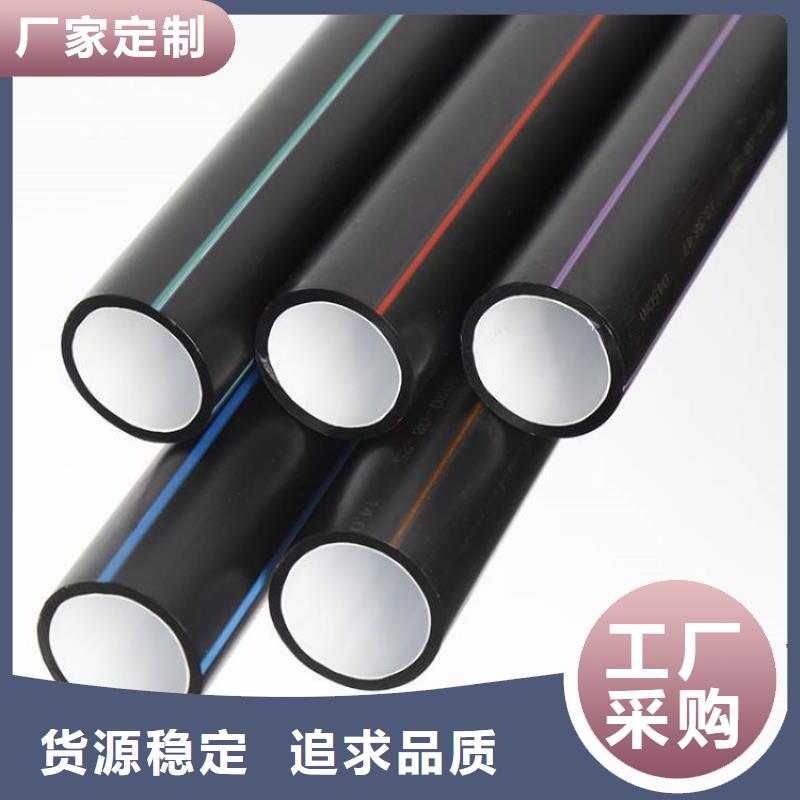
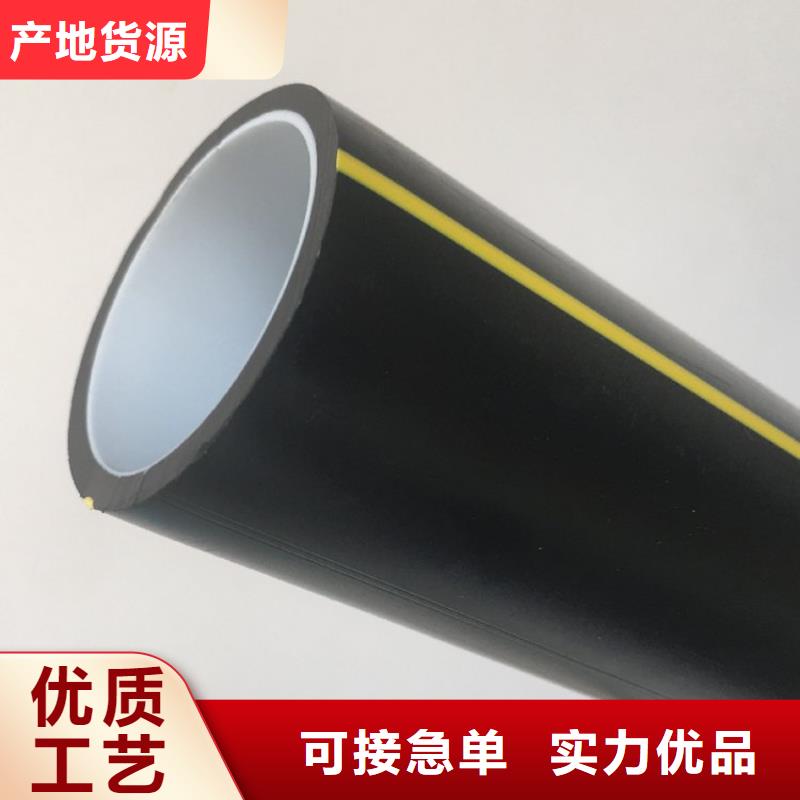
| 产品材质 | 高密度聚乙烯 |
| 产品品牌 | 润星 |
| 产品规格 | 40/33 |
| 发货城市 | 山东聊城 |
| 产品产地 | 山东聊城 |
| 加工定制 | 否 |
| 产品型号 | 40/33 |
| 可售卖地 | 全国 |
| 产品重量 | 0.41 |
| 产品颜色 | 彩色 |
| 质保时间 | 三年 |
| 外形尺寸 | 盘管 |
| 适用领域 | 电力通信 |
| 是否进口 | 否 |
| 质量认证 | 国标 |
| 产品功率 | 45KW |
| 工作温度 | 45℃ |
| 定长 | 2000米 |
| 外径 | 40 |
| 内径 | 33 |
明沟敷设:辽源PE硅芯管放入明沟时,硅芯管要从轴盘上方出盘入沟。固定拖车法:先将硅芯管外端从盘上取出,并转动轴盘,抬起硅芯管沿管沟方向前进,待整盘硅芯管全部从盘上放完,将硅芯管由始端开始顺序向前放入沟内。此方法可多根硅芯管同时进行,但要求必须具有足够的人力保证。先将盘上辽源PE硅芯管外端拖出一定距离后固定在管沟适当位置上,然后使用汽车牵引装有轴盘的拖车,沿管沟方向前进,人力协助敷放,将硅芯管展开并安全无损伤地摆放在路坡边沟或管沟内。没有拖车时,也可将盘架支在卡车车厢内。但在车辆行驶中,要防止支架倾斜、倒塌,伤及人身。作为子管放在大口径的其他管道中时,硅芯管应从轴盘上方拉出。多根硅芯管需穿放在同一大口径管道中时,必须同时穿入,并使用牵引缆扣或牵引网套。辽源PE硅芯管的弯曲:遇到路由转弯,地形高低起伏较大或进入人(手)孔和端站导致硅芯管必须弯曲时,要保证辽源PE硅芯管的弯曲半径必须大于1米。个别困难处,其硅芯管的弯曲半径不应小于该管外径的15倍。严禁出现折弯。进出人(手)孔硅芯管的排列方式改变或上述需要弯曲的地方,要使硅芯管形成平滑的自然弧状, 禁止出现折弯。严禁使用喷灯或其他方法加热硅芯管使之变软弯曲。
 辽源聚乙烯PE硅芯管库存量大
辽源聚乙烯PE硅芯管库存量大
光缆(辽源PE硅芯管)在沼泽、稻田等易出现管道漂管情况的地段敷设时,宜采用原土袋加重,原土袋下方的土应填实;在有疏浚、拓宽规划或挖泥可能的沟渠、水塘等地段,宜在光缆(硅芯管)上方覆盖水泥盖板。在岩石、砾石段,光缆(辽源PE硅芯管)同沟敷设在管沟底部时,应保证光缆(硅芯管)下方的细土或沙不小于0.2m;光缆(硅芯管)同沟敷设在与管顶平齐位置时,应保证光缆(硅芯管)上方的细土或沙不小于0.3m。光缆(硅芯管)在石方段及水土流失较严重的地段敷设时,宜采用铺垫及加压原土袋保护。辽源PE硅芯管在管道埋深大于5m或易塌方的地段敷设时,可采用具有一定强度的套管保护。光缆(辽源PE硅芯管)在管道设置截水墙和固定墩的地方,应预埋套管保护;如现场无法确定截水墙和固定墩的位置,在砌筑截水墙和固定墩时,可采用纵剖后的具有一定强度塑料套管保护。雷击严重地段,光缆可采用非金属加强芯或无金属构件的结构形式;一般地段可不考虑设置防雷线,但应采取光缆接头处金属构件断开的措施,及站内光缆金属构件接保护地线措施。辽源PE硅芯管人(手)孔的设置,应结合气吹法敷设光缆的特点、光缆盘长及敷设地段的环境等因素确定,并应符合下列要求:光缆接续点设置人孔,在两光缆接续点之间设置手孔或工作坑。一般情况下,每2km设置一个人孔,在2人孔间可设置一个手孔或工作坑。长距离的穿跨越两侧、输油(气)站两侧及山区地段等光缆吹放难度较大的特殊地段,根据需要可增设人(手)孔。

到货的辽源PE硅芯管数量和颜色检验时做好临时编号(一般用红色油漆,书写在硅芯管盘的侧面木板上,区分左右岸及临时盘号,甚至具体标段),并一一对应核对、登记好,避免转运施工时,盘号混淆,导致敷设地点错误。气压表配备要求。气压表 量程不宜超过1MPa,读数刻度(或变化刻度)以不大于2.5kPa 为宜。辽源PE硅芯管盘一般采用吊车或用叉进行卸车。如果没有可使用跳板将管盘从车上卸下,严禁将管盘从车上推下。根据路线复测的数据,对硅芯管道进行配盘,一般情况辽源PE硅芯管单盘在2 000m 左右为宜,但长不宜超过2 800m,短不宜小于1 000m(特殊情况,需提前与厂家沟通确认)。每盘辽源PE硅芯管长度在复测长度的基础上增加1%的损耗量,如施工测量相邻两孔之间距离为2 000m,则配盘长度应为2 020m 作为订货数量。硅芯管材尺寸及物理、化学性能需在合同约定或建设单位指定检验机构进行检测。未检测或检测不合格的硅芯管材不得在工程中使用。
辽源HDPE硅芯管成品生产是HDPE硅芯管生产过程中重要的一个环节,也是问题较多的一个环节,辽源HDPE硅芯管专业生产厂家湖北亮诚塑业总结多年生产经验,将在生产过程中常见问题及解决方法列举如下,希望对朋友们有所帮助,若有不周之处,还请各位专家朋友不吝批评指教,同时也欢迎广大同仁与我们多探讨交流,共同学习,共谋发展。辽源HDPE硅芯管成品生产常见问题:生产过程中挤出不顺畅,产品表面看起来不光滑。解决方法:引起此类现象的主要问题是温度过低,可3-5℃逐步提高,达到所需的温度即可。在正常的生产过程中发现生产的产品表面有滑痕。解决方法:辽源HDPE硅芯管出现此现象的原因可能有两种,一是原材料太潮湿引起的产出表面有气泡而高出表面,在通过定型换套时,就会产生均匀伤疤也就是我们看到的滑痕。要解决这类原因引起的滑痕,将原材料进行烘干或者增加消泡材料(多不能超过5%的用量)就可以了。第二种可能是就温度过高,只要温度适当调低就行了。生产过程中产品自然增大,并且有发泡现象。解决方法:引起生产的产品自然增大的主要原因是温度过高,可降低温度,等到调节的温度达到所需的温度在重新挤出。而发泡这种现象的主要起因是原材料过于潮湿引起的,将原材料进行烘干或者增加消泡材料(多不能超过5%的用量)就可以了。
![[辽源]润星电力管材有限公司名片](http://ypmimg.huaer.cc/UploadImg/3619/new_card.jpg "[辽源]润星电力管材有限公司名片")